¿Alguna vez soñaste con que tu impresora 3D pudiera terminar una pieza, empujarla fuera de la cama y empezar la siguiente sin que tú muevas un dedo?
Con una impresora Creality con Klipper (como la K1, K1 Max o las series “Hi” con Fluidd/Moonraker), es totalmente posible configurar auto-expulsión y bucles (loops) de impresión en unos pocos pasos.
Disclamer:! ¡Seguir estos pasos puede poner en riesgo tu impresora!. Asegúrate de primero hacer las pruebas con el dedo en el botón de apagado para que si se comporta de alguna manera inusual no dañes la impresión.
En esta guía aprenderás a:
- Crear un macro CLEAR_BED para expulsar piezas de forma segura
- Editar tu G-code de inicio y fin para eliminar la línea de purga y llamar al macro
- Configurar el modo bulce (loop) o el modo autosecuencia.
La siguiente guía implica editar el G-code y el firmware, lo cual, si se hace de forma incorrecta, podría dañar tu impresora.
¡Sigue los pasos bajo tu propia responsabilidad!
¿Por qué Auto-expulsión?
- Ahorra tiempo: no necesitas estar junto a la máquina
- Mini “print farm”: imprime toda la noche o mientras trabajas
- Consistencia: cada trabajo inicia con la cama limpia y condiciones iguales
Paso 1 – Crear el Macro CLEAR_BED
El Macro CLEAR_BED será la macro que te permitirá expulsar de la cama las piezas impresas y
Entra a la pantalla de control de Fluidd. Primero buscamos la dirección IP de nuestra impresora, la pueden encontrar en la pantalla de control de la impresora como se muestra a continuación o desde el Slicer (Segmentador)
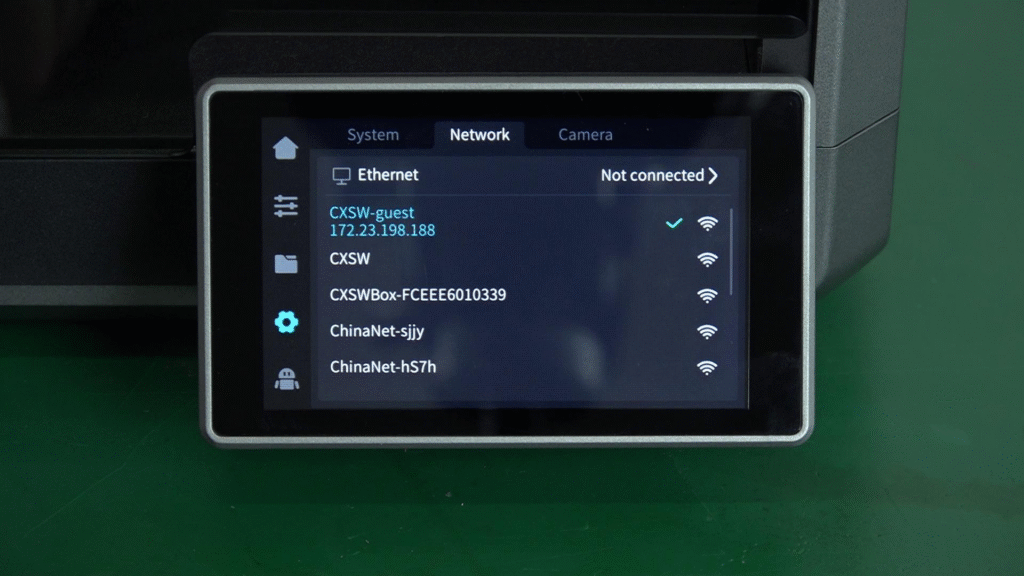
Vamos al navegador web y colocamos http://172.23.198.188:4408/#/ Cambiando 172.23.198.188 por tu dirección IP que aparece en tu impresora. Esto te llevará a la pantalla de Fluidd, que es la interfaz web para Klipper.
Esta se ve de la siguiente manera
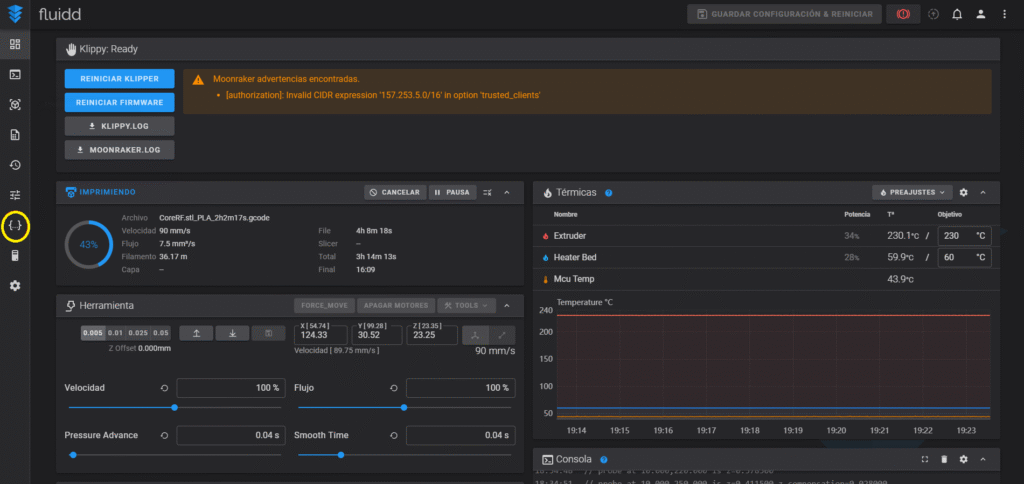
y harás clic en configuración (donde está resaltado en amarillo). Y aquí tienes 2 opciones.
Iremos a la configuración y en él tendrás una lista de archivos, donde encontrarás printer.cfg y en algunos casos gcode_macro.cfg. La idea es si esta gcode_macro.cfg editemos ese directamente, si solo esta printer.cfg editamos ese. Para editarlo le damos clic y se debería abrir en un editor y le agregamos el siguiente código.
[gcode_macro CLEAR_BED]
description: Cool a bit and push the part off the plate
gcode:
M190 S35 # el numero posterior a la S determina la temperatura.
G91
G1 Z10 F1500
G90
G1 X110 Y218 F3000
G1 Z1 F1200
G90
G1 X110 Y1 Z1 F2400
[mcu bed_mcu]
serial: /dev/ttyS4
baud: 230400
restart_method: commandEste código nos permitirá esperar a que la impresora llegue a 35 grados (o el número que coloques luego de la S), para esta temperatura tenemos un balance, entre más baja la temperatura, mejor se despegan las impresiones, pero toma más tiempo, el ideal es probar hasta encontrar la máxima temperatura que aun con seguridad se despeguen las impresiones. Y hará los movimientos de expulsión.
Paso 2 – Evitar que los motores se desactiven
Un problema que tenemos a la hora de limpiar la cama es que luego de terminar la impresión, por defecto, la impresora desactiva los motores, y esto no nos permite hacer los movimientos de expulsión a menos que volvamos a realizar la rutina de Home (encontrar el punto 0). ¡Acto que sería catastrófico para la impresora!. Por lo cual toca garantizar que no se apaguen. Para eso, buscarás en la sección de [gcode_macro END_PRINT], rutina que se ejecuta cada vez que terminas de imprimir y es la encargada de apagar los motores. Que por lo general se encuentra en el archivo gcode_macro.cfg, pero en algunas situaciones está en printer.cfg, el macro [gcode_macro END_PRINT], y en él está el comando M84 (que desactiva los motores) y hay que eliminarlo.
Paso 3 – Permitir que Moonraker haga loops y colas de trabajo.
Moonraker, la aplicación encargada de comunicarse entre Klipper (software de control) y Fluidd (interfaz gráfica), es la que tiene configurado o no habilitar loops o colas de trabajo. Para poder editar el archivo de configuración de moonraker tenemos dos caminos. Si tienes una impresora klipperizada completamente, simplemente vas al archivo moonraker.cfg que se encuentra en la misma carpeta donde está printer.cfg. (en el caso de que tu archivo no este vas a ir al paso 3a)Y vas a editar (agregar si no están, o modificar si ya están) las siguientes líneas de código.
[job_queue]
load_on_startup: True
automatic_transition: True
job_transition_delay: 10
job_transition_gcode: CLEAR_BED
[file_manager]
queue_gcode_uploads: True
enable_object_processing: FalseEsto lo que nos permitirá es que luego de terminar una impresión, espere x (en nuestro caso 10) segundos y ejecute el macro (que creamos en el paso 1) CLEAR_BED. La segunda parte nos permite hacer colas de trabajo o loops con los archivos ya cargados.
Paso 3a – editar archivo de Moonraker protegido por Creality.
Si tu archivo de configuración de moonraker no está disponible es porque creality decidió que no fueran tan fácilmente editables. Para ello tenemos que acceder a la computadora directamente, para ello lo más fácil es usar WinSCP.
https://winscp.net/eng/download.php
Luego de descargar el programa vas a ver esto:
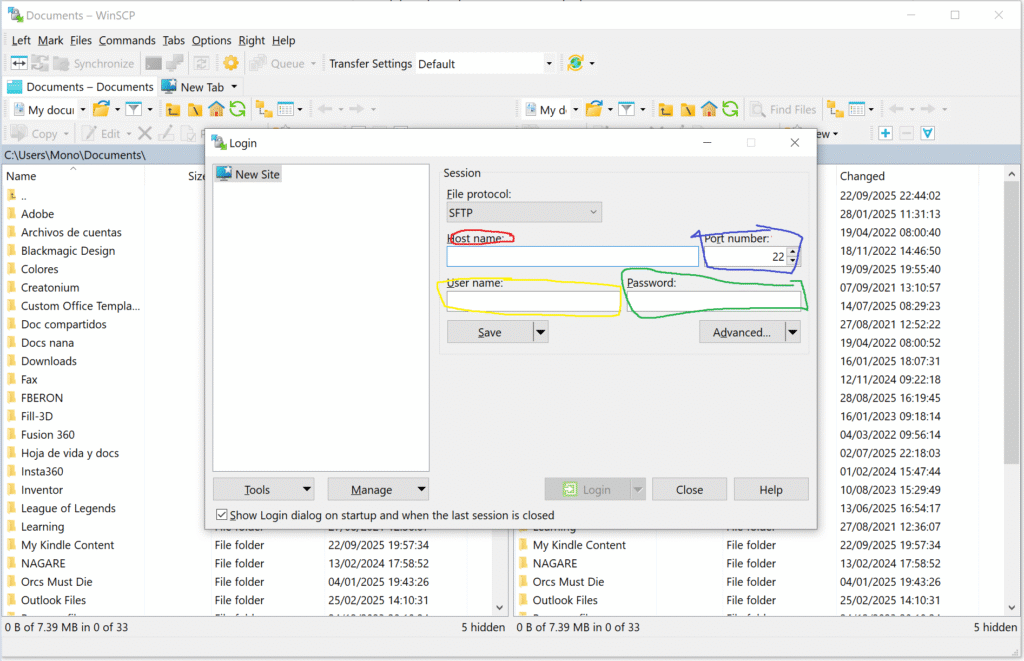
En él colocarás en la parte de Host Name (rojo) la IP de tu impresora que encontraste en el paso 1. El puerto es el puerto 22 (azul) y donde dice File protocol cambias el SFTP a SCP. Por ultimo, el usuario (amarillo) y la clave (verde) son los siguientes.
Username: root
Password:: Creality2024
en caso de que no te funcionen el usuario y contraseña, ya toca buscar otras combinaciones que pueden ser pi , raspberry, o root, Raspberry. Pero usualmente estas dos son las más usadas por creality.
Luego de ingresar buscaras dentro de las carpetas (rojo) la siguiente dirección el archivo moonraker.conf
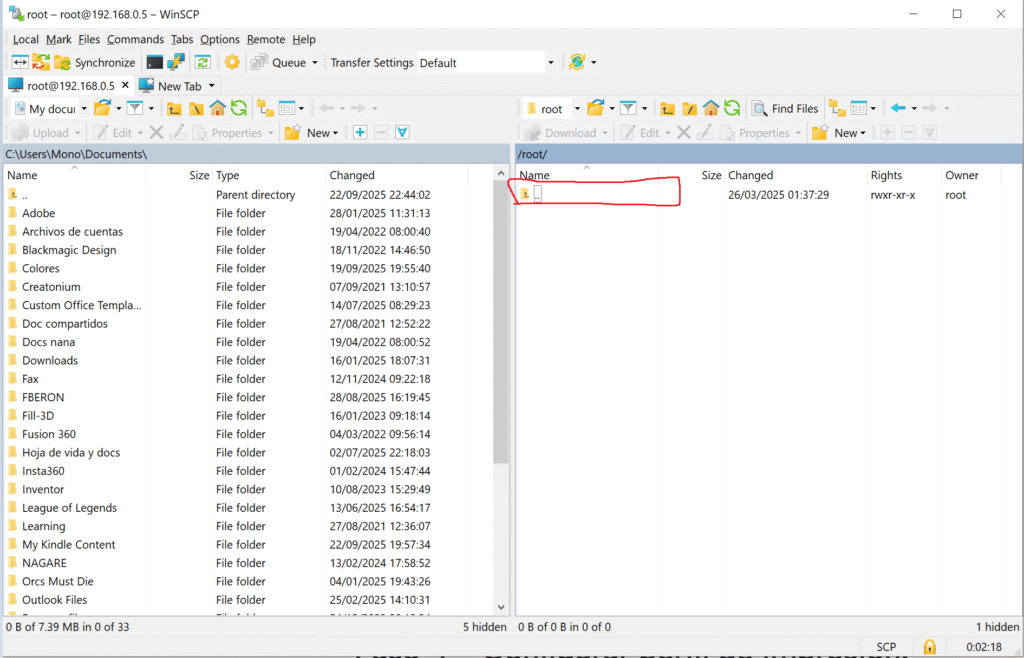
/usr/share/moonraker/moonraker.conf
luego editas este archivo usando el paso 3.
Paso 4a – Cola de trabajo en Fluidd
Con estas modificaciones ya deberías poder hacer una cola de trabajo, el único problema es que dicha funcionalidad no se encuentra en Creality Print (o el slicer que utilices) como tal, y tienes que ir cargando los archivos a la cola de trabajo de Fluidd.
Para lograr hacer una cola de trabajo debes primero crear todos los .GCODE (ya tus archivos segmentados en tu slicer de preferencia) y luego debemos agregarlos a la cola de la siguiente manera,
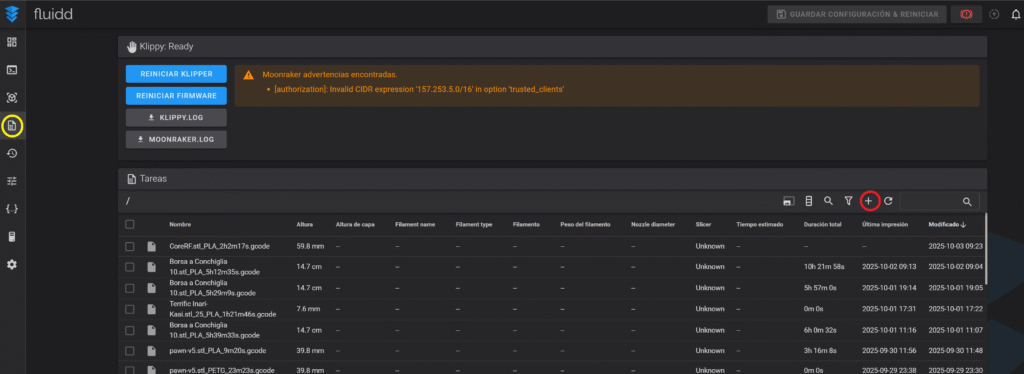
en Fluidd, damos clic en Tareas (círculo amarillo) y luego le damos agregar tarea (círculo rojo) y le damos Upload file (cargar archivo), y cargamos uno a uno los archivos .gcode que vamos a imprimir. Posteriormente, luego de colocar a imprimir algún archivo que lo podemos hacer desde crelaity print o cualquier slicer, pero agregar a la cola solo se puede hacer haciéndole clic derecho en el archivo que deseamos agregar y le damos la opción Agregar a cola (Add to Queue) y ¡listo!. Luego de cada impresión, ejecutará el comando Clear Bed, y posteriormente iniciara calibración e impresión de tu siguiente pieza.
Paso 4a – Cola de trabajo en Fluidd
Paso 4b – Bucle (Loop) de impresión.
Para hacer la misma impresión una y otra vez debemos usar el comando SD_LOOP, este se agrega en el archivo de configuración de Klipper, printer.cfg, en el agregamos [sdcard_loop], en cualquier parte de la hoja.
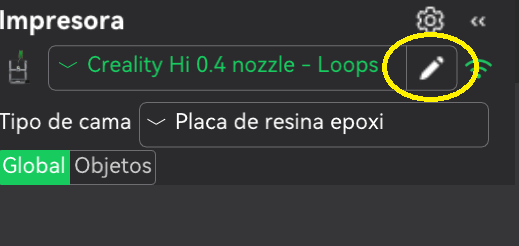
Por otro lado, debemos agregar estas instrucciones en el perfil de impresión, vamos a las configuraciones de la impresoras y le damos modificar en el lápiz (círculo amarillo), que nos permite modificar dicha máquina, el ideal es crear un perfil específico que se encargue de hacer los Loop
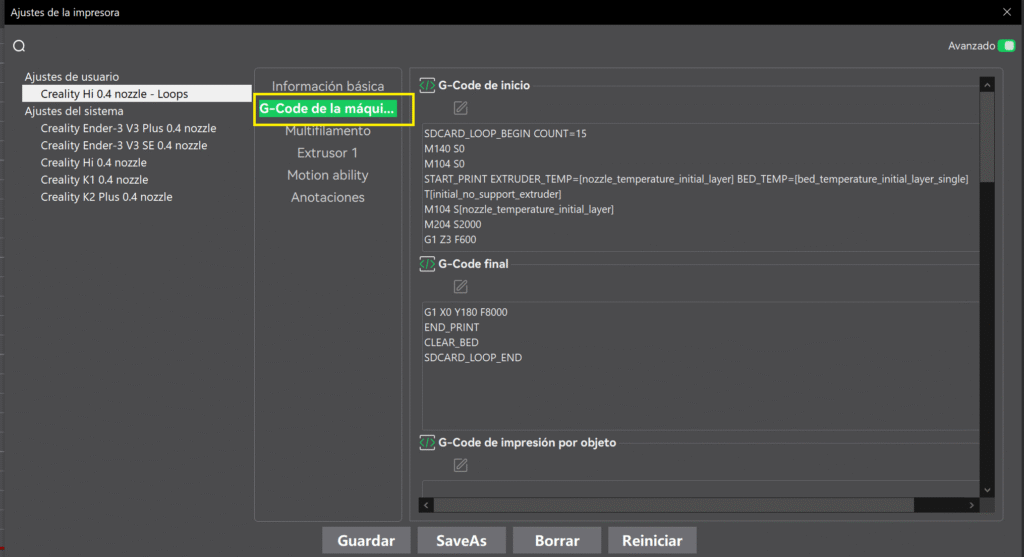
vamos a la opcion de G-code de la máquina y en G-Code de inicio, al inicio agregamos SDCARD_LOOP_BEGIN COUNT=15 el número que ponemos es el número de veces que se repetirá la impresión o ponemos 0 para que sea infinitamente. En G-Code final agregamos
CLEAR_BED
SDCARD_LOOP_END
el comando SDCARD_LOOP_END indica hasta donde va toda la secuencia que se repite una y otra vez
Consideraciones importantes.
Línea de Purga
si tu plan es hace 2 o 3 impresiones no hay problema que la impresora haga la linea de purga, pero si ya planeas hacer muchas impresiones seguidas es fundamental que la impresora no haga la línea de purga, normalmente se encuentra en el Gcode de inicio se debe retirar esta parte
M83
G1 Y150 F12000
G1 X0 F12000
G1 Z0.2 F600
G1 X0 Y150 F6000
G1 E0.8 F300
G1 X0 Y0 E9 F{filament_max_volumetric_speed[initial_extruder]/0.360} G1 X150 Y0 E9 F{filament_max_volumetric_speed[initial_extruder]/0.360}
G92 E0
G1 Z1 F600
Esta es la línea de purga en Creality print para la Hi, o si ya tenías una personalizada retira esa parte.
Adherencia.
Tener mala adherencia o demasiada adherencia puede arruinar la automatización.
Si la pieza se despega fácil, no vas a lograr que las impresiones en bucle se mantengan en el mismo punto.
Pero si se pega demasiado, el cabezal no podrá expulsarla y podrías dañar el equipo.
Lo ideal es tener una cama en buen estado, una superficie adecuada para tu material (PEI, texturizada o lisa según el caso), y sobre todo un Z-offset perfectamente calibrado.
Esa combinación es lo que hace que la pieza se suelte justo cuando debe.
Hotend rezumando (oozing)
Si al terminar una impresión dejas el hotend encendido mientras la cama enfría, vas a tener goteo de filamento que arruina la primera capa siguiente.
La solución es simple: agrega M104 S0 en tu End G-code para apagar el hotend antes del comando SDCARD_LOOP_END.
Eso asegura que no haya fugas de material entre ciclos.
¡Usa la gravedad!
Si el empuje no logra que la pieza caiga del todo, aprovecha la gravedad.
Puedes inclinar un poco la impresora, como en el video de Factorian Designs, para que la pieza ruede fuera de la cama por sí sola.
Solo asegúrate de que la estructura esté bien rígida y, si la inclinas permanentemente, vuelve a calibrar el input shaping de Klipper después del cambio.
Cualquier cosa nos escriben al WhatsApp o al instagram y les ayudamos con su proceso.
Deja una respuesta